全国服务热线:
15733333333333

玻璃钢管道耐腐蚀性能优良,减少了防腐费用,延长了使用寿命,接口密封性好,不渗漏,不会破裂,增加供水安全可靠性,无需清污,使水质不受二次污染。在给排水领域应用尤为突出,其水力特性好。
.jpg)
玻璃钢风管是一种轻质、高强、耐腐蚀的非金属管道。基于树脂基体的玻璃纤维按照工艺要求层层缠绕在旋转芯模上,纤维之间的距离较长均匀铺石英砂作为砂层。管壁结构合理先进,能在满足使用强度的前提下,充分发挥材料的作用,提高刚度,保证产品的稳定性和可靠性。

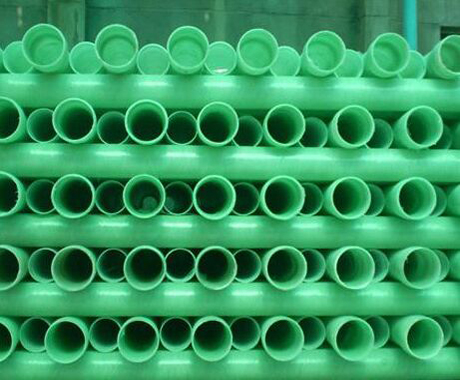
玻璃钢管玻璃钢管质地轻,强度超高,耐腐蚀。它们不是金属材料,该属的管材。它们主要以树脂为基础,通过不同的工艺可以转化成质量好、性能稳定的产品,是玻璃钢成功应用于工农业生产的一个典型代表。相比较于普通的钢材,玻璃钢管道应用范围更加广泛,特别是在工业上更是发挥着举足轻重的运用。

玻璃钢风管接头方便,安装简单。管端是敞开的,可以在田地的任何地方切断。它通过氯丁橡胶与玻璃钢制成的活套接头连接,可承受各种条件下的纵向压力或拉力,重量轻,只有10%的同直径混凝土管和20%的金属管或石棉水泥管。
.jpg)
玻璃钢夹砂管道具有优异的耐腐蚀性,水力特性,重量轻,强度高,运输流量大,安装方便,施工周期短,总投资少等特点,已成为化工,排水工程和管道工程的理想选择。出色的耐腐蚀产品由高度耐腐蚀的树脂制成,具有出色的机械性能和加工特性。
玻璃钢风管道是一种重量轻、强度高、耐腐蚀的非金属管道。将树脂基体重量的玻璃纤维按工艺要求逐层缠绕在旋转芯模上,在纤维之间均匀铺撒石英砂作为砂层。管壁结构合理先进,能在满足使用强度的前提下,充分发挥材料的作用,提高刚度,保证产品的稳定性和可靠性。

玻璃钢环保管具有许多优良的性能,如良好的耐腐蚀性,耐热性,防冻性和良好的抗藻性,世界各国都在积极开发和推广,广泛应用于供水,供暖和建筑 。石油,化工,轻工,能源,交通,采矿,海洋开发,污水处理等领域。
玻璃钢管道是一种轻质、高强、耐腐蚀的非金属管道。它是具有树脂基体重的玻璃纤维按工艺要求逐层缠绕在旋转的芯模上,并在纤维之间远距离均匀地铺上石英砂作为夹砂层。其管壁结构合理先进,能充分发挥材料的作用,在满足使用强度的前题下,提高了钢度,保证了产品的稳定性和可靠性。

玻璃钢管道制作流程及怎样试压
一、玻璃钢管道制作流程解析
1、玻璃钢管道生产设备
玻璃钢管道生产设备主要包含缠绕机(内衬、结构和固化),模具(芯模)、和修整机(修整)。芯模玻璃钢管道缠绕机组:根据玻璃钢的生产工艺流程,制衬、缠绕、固化、脱模等几个时间段,利用在一个圆周上控制的方案,分时进行不同工序以提高生产效率。修整机根据玻璃钢管道的连接安装特点,可根据制品所需长度进行定长切割,磨削承插及粘接接口玻璃钢夹砂管道生产线主要装备:由两套搅拌罐、制衬机、加砂缠绕机、四套固化站、修整机、龙门脱模机、试压机等组成,各单机按生产玻璃钢夹砂管道流水线进行布置。生产线一般由制衬机(1台)、缠绕机(1台)、固化站(2台)、修整机(1台)、脱模机(1台)等8个工作位组成。
2、玻璃钢管道制作流程
(1)清理模具,要求光滑平整;在模具表面环向缠绕聚酯薄膜,作为脱模用。
(2)制作内衬层:
在模具上,使用加入一定比例催化剂和促进剂的树脂,由微机控制配比并将树脂均匀喷涂在模具表面,依次由里到外分别使用无碱玻璃纤维表面毡等短纤维织物增强,并用网状物进行气泡赶除,使其整体密实。进行内衬固化。
(3)缠绕层、夹砂层及外保护层的制作:
将设计好的工艺参数输入微机,由微机控制用浸透树脂的无碱玻璃纤维纱进行缠绕直至内部缠绕层厚度。随即进行环向夹砂操作,并由带上较大张力的裹砂材料和环向无碱纤维纱进行密实缠绕,直至设计的夹砂层厚度。同上述内缠绕过程按规定厚度制作外缠绕层。管道的插口毛坯由微机控制随缠绕同步制作。
(4)修整、脱模:
待管道固化后,用对应规格的磨刀,修整出双“O”型槽,并在其表面均匀涂上树脂。同时切其承口毛坯。待双“O”型槽上的树脂固化不粘手后,用液压脱模机将管道和模具分离,并在其管道中间部分按要求作标记。
河北华盛节能设备有限公司玻璃钢管道生产工艺:

二、玻璃钢管道是怎样试压的
玻璃钢管道是输送物质的产品只有安装密闭好才能减少不必要的损失,下面为您讲解一下关于玻璃钢管道的耐压性能:
玻璃钢管道之间采用承插式 双“O” 型密封圈连接,所以每安装一根管道,就要在承插口处 进行打压,以检测双“O”型密封圈的密封效果。用试压泵直接通过管顶的试压孔。加水打压至管道工作压力的1.5倍后停泵(操作过程中要打开排水阀排气),观察2min,压降值不超过试验压力的5%,且管口没有渗漏现象时。管口试压即为合格。若压降降低较快,为了全面检查管道的安装质量,按照《给水排水管道工程施工及验收规范》规定的试验方法进行试压,允许渗水量可以按照钢管的标准执行,玻璃钢管道在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
以上是河北华盛节能设备有限公司专业技术人员为您详解的玻璃钢管道制作流程及怎样试压,希望对您有所帮助,如果您有这方面的需求请联系我们或来直接厂参观订购,总经理及全体员工热忱欢迎您的到来!
.jpg)

